Detecting objects is the first field-level task that must be considered before any feedback-based control can happen. Choosing from among the nearly unlimited proximity sensors can be challenging!
In a perfect manufacturing world, you could always rely on your product or process to be in the right position at the right time, every time, all without bottlenecks slowing down production. But the reality is that there is no such thing as perfect, and there always needs to be a series of checks and balances to ensure that your component is in position before the next operation in your automation begins.
These days, there are about as many proximity sensor manufacturers as there are shrimp dishes that Benjamin Bubba Buford Blue can name, but it’s important to understand how the sensors operate in order to recognize various limitations and best applications for each type.

Figure 1. Part detection with a through-beam photoelectric sensor awaiting a machine tending application.
Inductive Proximity Sensors
This is probably one of the most common sensor categories that deals specifically with differentiating between ferrous vs. non-ferrous metallic and non-metallic components. As a brief explanation, the sensors emit an electromagnetic field, and when a metallic object enters the field, the component induces eddy currents which are detected by the sensor to produce an output. These sensors excel in applications for locating objects in almost any environment and, in some circumstances, can even be used underwater.

Figure 2. Ring-style inductive sensor used to determine the presence and exact number of components that pass through the feed tube.
These types of proximity sensors are extremely robust and can be used in harsh industrial environments compared to other sensors and are not easily affected by dirt, dust, mist, chemicals, or changes in lighting. The sensors typically have a long life exceeding millions of cycles. Inductive proximity sensors also have some of the fastest switching frequencies greater than 300 Hz allowing them to be used in high-speed applications.
The biggest downfall for inductive proximity sensors is that their detection distance typically is less than 50 mm (many are far less), but some variants can exceed 100 mm. Remember that inductive proximity sensors are best at detecting ferrous items such as steel. They can also detect non-ferrous metallic items such as aluminum, brass, and copper, but the detection distance may be limited. Items such as plastics, glass, or wood are a no-go for these sensors.
Magnetic Proximity Sensors
While very similar to inductive proximity sensors, magnetic proximity sensors also operate on the principle of electromagnetism. Some sensors contain a sealed pair of flexible magnetic contacts known as reed switches. Others, known as Hall Effect sensors, use a device that creates a voltage difference when exposed to a magnetic field.
These sensors are often known as ‘switches’ since they exist to make or break a circuit in the presence of a magnet.
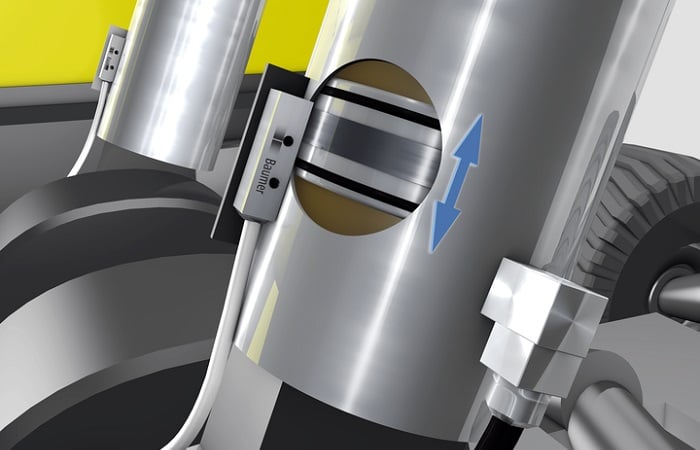
Figure 3. Magnetic proximity sensors can even detect magnetic components through an aluminum housing.
While magnetic proximity sensors are very robust, they can easily be affected by extreme temperatures and external magnetic fields. While ambient temperatures won’t give false readings, they can reduce the sensing distance of the sensor. As the name implies, don’t try to detect items that are non-magnetic and be extremely careful in machining applications where metal chips may get near the sensor. Magnetic proximity is limited in sensing distance and typically has a sensing distance of around 50-100 mm.
Capacitive Proximity Sensors
Capacitive proximity sensors are remarkably versatile in terms of the detectable material range. Unlike their inductive and magnetic counterparts, capacitive proximity sensors emit an electrostatic field rather than electromagnetic. The sensor’s oscillation frequency peaks in the absence of nearby objects. However, as an object enters its electrostatic field, its capacitance rises, leading to a frequency oscillation decrease. This shift in frequency serves as the basis for detecting the object’s presence.
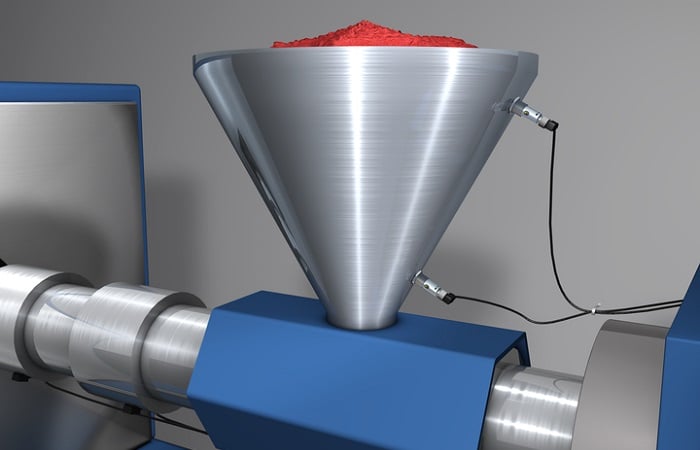
Figure 4. Capacitive proximity sensors can be used to determine the level of many different types of material to ensure the container isn’t over or under-filled.
Capacitive proximity sensors can detect liquids, woods, metals, and plastics. While ideal for clean environments, these non-contact sensors are designed for industrial use and do well when exposed to vibrations. They have limitations in extreme conditions such as heavy dirt, dust, temperature changes, or humidity. These sensors are very susceptible to interference from radio frequencies and electromagnetic fields from other devices. Despite their versatility, capacitive sensors share similar constraints in detection range with inductive and magnetic proximity sensors.
Photoelectric Sensors
These extremely common, versatile sensors detect the presence or distance of an object by transferring light from a transmitter to a receiver, which may be in separate housings or combined into one compact sensor. There are three types of photoelectric sensors: through-beam, retro-reflective, and diffuse-reflective.

Figure 5. Photoelectric sensors can be used for a wide variety of positioning applications in automation, such as palletizing or color sorting.
Through-beam sensors require separate transmitter and receiver units. The transmitter sends a beam of light to a receiver, and when an object moves in front of the light, the receiver sends an output signal. These sensors have the longest sensing distances, some exceeding 20 meters, but through-beam sensors also require twice the wiring.
Diffuse-reflective sensors contain the transmitter and receiver in a single housing. The transmitter emits the light towards the object and relies on its reflection of the light. However, this can pose problems based on the object’s surface characteristics, color, or shape. From personal experience, dark or cylindrical objects may never be detected.
Retro-reflective sensors also have a transmitter and receiver in a single housing, but these rely on a reflector to bounce the light back to the sensor. When the light is blocked by an object, the receiver detects the change in light and generates an output signal.
These sensors use high switching frequencies, reaching over 2000 Hz, and long sensing distances compared to other proximity sensors. These sensors can also detect colors, assuming that’s an important part of your applications as well. However, environmental factors such as dirt, dust, humidity, temperature, and light changes can affect their performance. It’s crucial to consider the object’s shape, color, and surface properties when selecting the appropriate photoelectric sensor for each application.
Ultrasonic Sensors
Ultrasonic sensors use a similar reflection property used by photoelectric sensors, except that these emit soundwaves between 23 and 40 kHz using a transmitter, and then collect the soundwaves using a receiver. Most are transceivers, single-housing designs where the transmitter and receiver are in the same unit. There are also through-beam sensors that use separate transmitters and receivers, somewhat reducing blindspots as compared to a transceiver.

Figure 6. Ultrasonic proximity sensors do extremely well in high-speed applications for basic detection and fill levels of components.
These sensors can detect a variety of parts and have no issues detecting translucent or transparent objects such as water or glass. Most ultrasonic sensors will have a fair range averaging from a few centimeters up to about 5 meters in detection distance. However, these sensors struggle in industrial environments with extreme temperatures, humidity, or dirty environments. There is also the possibility that if the object being detected is coated in a soft fabric, the sensor may have trouble detecting the part as well.
An interesting but important side note: since sound needs a medium to travel through, these sensors WILL NOT work in a vacuum, and the switching distance may be changed drastically depending on the viscosity of the medium!
Copyright Statement: The content of this website is intended for personal learning purposes only. If it infringes upon your copyright, please contact us for removal. Email: admin@eleok.com